Acabamentos de Usinagem em UHMW e Polietilenos
TECAFINE PE1000 e HDPE: Acabamento de Alta Performance na Usinagem
Na usinagem de polímeros, o acabamento superficial é um dos principais desafios — especialmente ao trabalhar com materiais de alta ductilidade e baixa rigidez, como o TECAFINE PE1000 (UHMW) e o TECAFINE HDPE (PEAD), fornecidos pela Ensinger.
Esses materiais são amplamente utilizados em setores como alimentício, agrícola e automotivo, devido à sua alta resistência ao desgaste, baixo coeficiente de atrito e excelente resistência química. No entanto, para que essas propriedades sejam plenamente aproveitadas, é fundamental aplicar técnicas específicas de usinagem que garantam qualidade dimensional e acabamento superficial adequado.
Características que impactam o acabamento:
- Alta ductilidade → tendência à formação de rebarbas e cavacos longos
- Baixa dureza → propensão à deformação durante o corte
- Baixa condutividade térmica → concentração de calor na zona de corte, que pode levar ao amolecimento da superfície
- Alta dilatação térmica → risco de empenamento e variações dimensionais após o corte
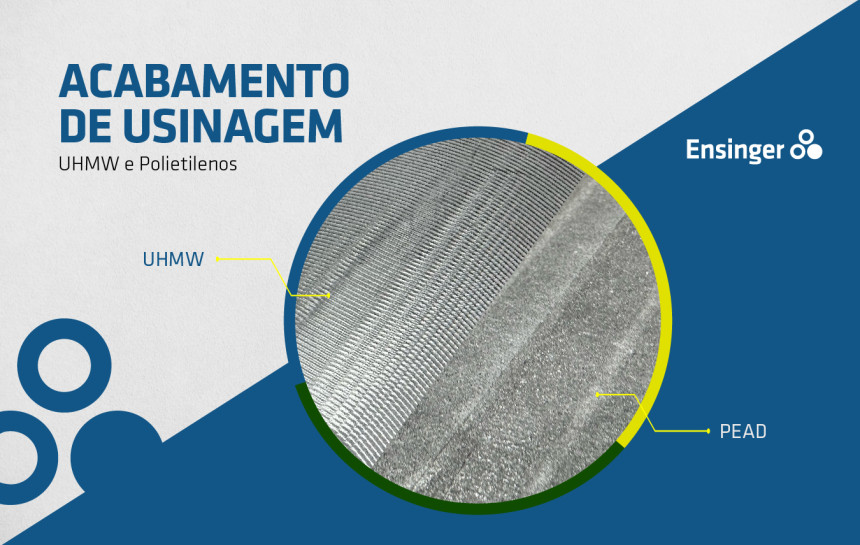
Na usinagem de plásticos, o UHMW (Polietileno de Ultra Alto Peso Molecular) e o PEAD (Polietileno de Alta Densidade) são bastante utilizados, mas entregam resultados visuais distintos após o processo.
TECAFINE PE1000 (UHMW):
Superfície mais opaca, textura levemente rugosa e tendência a apresentar marcas de ferramenta, devido à sua alta tenacidade e característica “encerada”.
TECAFINE HDPE (PEAD):
Acabamento mais liso, uniforme e brilhante. O PEAD permite cortes mais limpos e detalhados, garantindo melhor definição de cantos e arestas.
Por que isso importa?
O acabamento superficial pode impactar desde a estética até a funcionalidade e performance das peças em aplicações industriais.
O ponto-chave: Enquanto o UHMW oferece propriedades mecânicas superiores, o PEAD entrega acabamento visual mais refinado.
A escolha do material deve sempre considerar o equilíbrio entre performance técnica e qualidade superficial exigida pela aplicação.
Boas práticas para acabamento de qualidade:
- Ferramentas afiadas com geometria positiva
Utilizar ferramentas de metal duro micrograin ou PCD com ângulos de ataque elevados (até +30°) e folgas amplas garante cortes limpos e evita o "empurrão" do material. - Parâmetros de corte otimizados
• Velocidade de corte: 200 a 800 m/min
• Avanço: 0,1 a 0,5 mm/rot (valores menores para acabamento)
• Profundidade de corte: até 6 mm (preferencialmente com passes leves no acabamento)
• Refrigeração: mínima, com ar comprimido ou névoa refrigerante para evitar sobreaquecimento e deformação térmica - Controle dimensional e estabilidade térmica
Para peças de alta precisão, é recomendável prever uma etapa de alívio de tensões no material e realizar o passe final de acabamento apenas após resfriamento completo da peça. - Mitigação de rebarbas e deformações
A rebarba é praticamente inevitável em UHMW/PEAD. Técnicas como a rebarbação, polimento leve ou até uso de gelo seco para fragilizar a borda são indicadas para acabamento refinado.
Resultados esperados: Quando bem usinados, esses materiais podem atingir rugosidade superficial entre 1 e 3 µm (Ra), com estabilidade dimensional adequada à maioria das aplicações industriais. Para efeito de comparação, plásticos mais rígidos como POM (TECAFORM AH) costumam ter Ra < 1 µm, mas com os cuidados certos, UHMW e PEAD também podem atingir níveis elevados de qualidade superficial.
A Ensinger fornece não apenas os materiais, mas também as orientações técnicas necessárias para que engenheiros e fabricantes tirem o máximo proveito do potencial dos polímeros de engenharia.
Quer melhorar a performance de usinagem dos seus componentes plásticos? Fale com a gente e descubra como podemos apoiar o seu projeto com materiais de alta performance e suporte técnico especializado.
